- Complete grasp of factors at play and total balanced engineering process integration.
- No limitations set by widths nor length of boards.
- Unique ability to control and set the moisture content of veneers per specific project in any climate, unlike any mass production facility.








































As late as 2007 First, Last & Always had much more in common with other flooring companies. We might have had procured the logs for certain projects and were involved in having them cut in the very defined custom way, but we had used floor suppliers to engineer and mill floors for us. And then I remember that one instance when a few months after we had installed one of the more demanding projects a board started delaminating, as we were sanding the floor. I had provided our best supplier of engineered floors with lumber and he had engineered the floor for us. And when I called him to see what could have been the cause of that delamination, he explained to me that it was over 100 degrees down in LA Basin when the floor was being engineered and such high temperatures can cause problems. In that moment I had realized that I could either get out of this business altogether as quickly as possible or I could look into engineering floors at our own premises, where I was able to control conditions, or at least to be completely aware of them. . A larger scale of such a delamination problem could have ended up costing me millions of dollars, because problems often do not surface until much later when extreme conditions occur. And suppliers might offer to give you a new floor, at most. We work in houses where just to insure, remove, store, and reinstall artwork could easily cost hundreds of thousands of dollars.
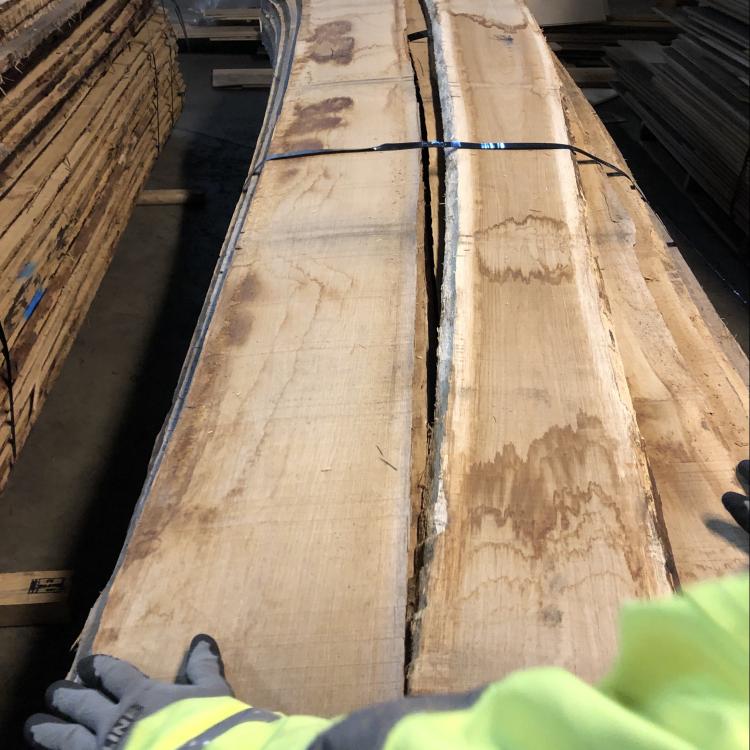
For the last 7 years we have been engineering most of our own floors. We have set up an operation in a way that we do not have a width or a length limit. And by now I understand really well the ratios of widths to the thicknesses of hardwood veneer and the Birch core for the most appropriate balanced construction. We are able to engineer veneers at 5% for high mountain low humidity areas of Colorado, Idaho or Wyoming, and at 9% or 10% for the tropical areas of Hawaii or Florida. Having a wood kiln and a climatized warm room on our premises allows us to deal with moisture related issues efficiently.
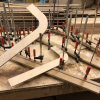
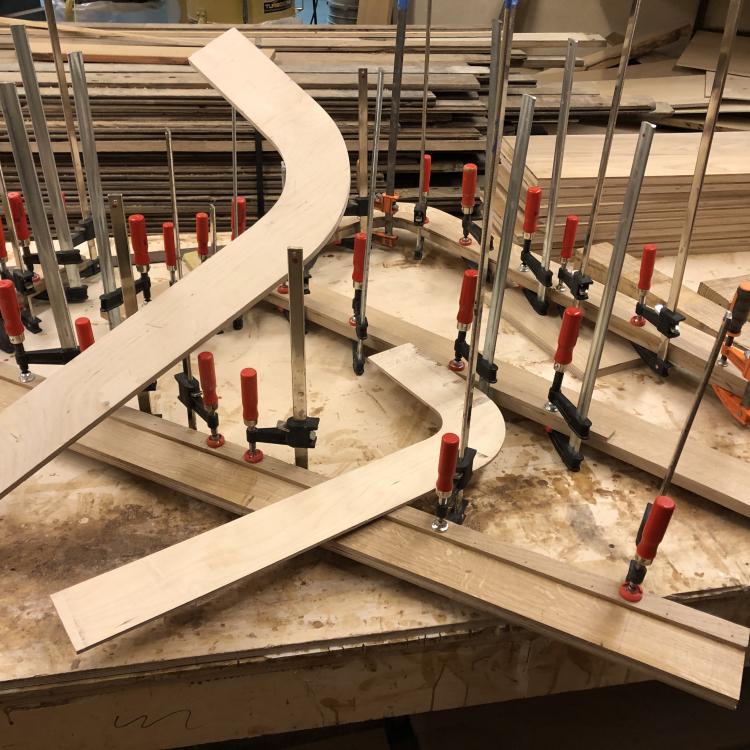
One of our latest projects was a French Oak floor in widths of 16”-17” and of lengths up to 18’. Engineered floor of 1” thickness and glued only to the sound barrier without any metal fasteners. Knowing how to acclimate such floor at the jobsite properly requires a lot of experience. But I really think that even with the experience I have acquired over this past 30 years, if this was not the floor that we have engineered ourselves, and if I had no knowledge of the precise moisture content of Oak veneers at the time of engineering, I would be guessing and possibly not making the best decision acclimating the floor for installation. Unless it was a Schotten & Hansen floor, as these are the most stable wide plank floors in existence. But being certain about every detail regarding the way the veneers were dried and to what stage, what moisture content they were engineered at, and often pre-finished by us, gives me complete confidence and allows me to proceed with projects others might view as contrary to the wisdom of the flooring industry. We are certainly pushing the boundaries, especially the boundaries of the common wood flooring industry wisdom.